Home / All
Cases
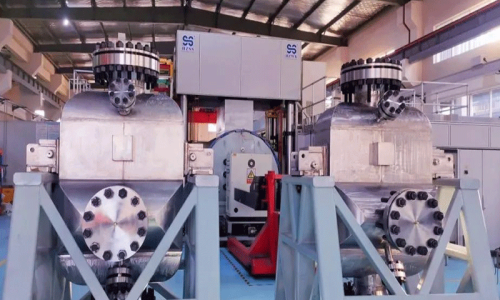
 HZSS Technology has successfully developed and delivered three dry gas compressor aftercoolers (PCHE) with a power of up to 18.4MW for the West Lake area natural gas transmission and terminal facility capacity improvement project of CNOOC (China) East China Sea West Lake Oil and Gas Operating Company.
HZSS Technology has successfully developed and delivered three dry gas compressor aftercoolers (PCHE) with a power of up to 18.4MW for the West Lake area natural gas transmission and terminal facility capacity improvement project of CNOOC (China) East China Sea West Lake Oil and Gas Operating Company.- At the end of 2021, the first domestically produced large-scale high-efficiency compact wet natural gas cooler (PCHE) developed by HZSS and CNOOC Gas & Power Group Co., Ltd. was officially delivered after passing the CCS classification society inspection and certification, and was installed on the CEPA platform of a gas field of CNOOC (China) Donghai Xihu Oil and Gas Operation Company.
- In October 2020, the engineering prototype of the microchannel compact and efficient heat exchanger (PCHE) jointly developed by CNOOC Gas and Power Group Co., Ltd., CNOOC (China) Limited Shanghai Branch and HZSS passed the appraisal of the China Machinery Industry Federation, filling the domestic gap and reaching the international advanced level as a whole. It can be used in marine oil and gas/LNG and related fields.
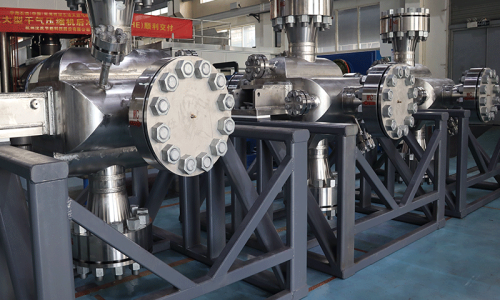
- In December 2023, HZSS Technology successfully developed and delivered three ultra-large dry gas compressor aftercoolers (PCHE) with a power of up to 12MW, increasing the production capacity of an offshore oil and gas platform in the East China Sea.
- In January 2024, HZSS Technology successfully provided advanced printed circuit board heat exchangers (PCHE) for the relocation and reconstruction project of gas turbines of Zhejiang Energy Zhenhai United Power Generation Company (hereinafter referred to as "Zhejiang Energy Zhenhai United Power Generation"). The PCHE is used for the dew point heating unit device in the natural gas pressure regulating station.
- Hydrogen energy storage and transportation solution provider Hydelight has reached an important cooperation with HZSS Technology, which provides it with 35MPa hydrogen coolers.
- HZSS Technology PFHE is highly compact, with a volume and weight of only about 1/6 of that of a traditional shell and tube heat exchanger. The core is made of vacuum diffusion welding, with welding strength equal to that of the parent material, no risk of welding plugging, and further enhanced corrosion resistance.
- The continuous flow process has significant advantages in the application of this project, such as precise feeding, temperature control, and optimized reaction residence time. It reduces the generation of side reaction products, reduces potential safety hazards, greatly reduces the area occupied by the device, and achieves continuous automated operation.
- Yangnong Chemical's original pesticide intermediate production unit with an annual output of 7,000 tons occupies a large area, consumes a lot of energy, and has certain safety hazards. Compared with the original unit, the new system occupies only 23 square meters, which is nearly 90% less, and the continuous reaction time is shortened to one thousandth of the original. The amount of wastewater generated is also greatly reduced to 4.3% of the original.
- Alkylation reaction, annual throughput 3000 tons
- The existing microchannel reactors of two enterprises in the park were upgraded and renovated to solve the problems of idle microchannel reactors purchased by the enterprises or low automation and integration levels of the devices.
- Continuous flow micro-reaction technology provides a new approach and method to solve the shortcomings and defects of traditional kettle synthesis. This technology can realize multi-step continuous flow automated synthesis and manufacturing from raw materials to API and even preparations through series or parallel reactors, without external intervention in the middle.